
江门切割Q345C镀锌工字钢 36C工字钢 支持加工
江门切割Q345C镀锌钢 36C钢 支持现以某化工集团ABS项目需求的罗茨液环真空机组,操作4h为例,将一台罗茨泵(MD5518)+一台单端面双级液环泵的技术方案的总体运行成本与两台罗茨泵带级间冷却器(MD5518/冷却器/MD49)+一台双端面双级液环泵的总体运行成本作一比较,如表1所示。表1两种方案的总体运行成本比较泵的型号一台罗茨泵(MD5518)+一台单端面双级液环泵液环真空泵系统(泵头进口,机组)两台罗茨泵带级间冷却器(MD5518/冷却器/MD49)+一台双端面双级液环泵(KLRC2)液环真空泵系统(机组美国全进口)初始采购成本/万元564功率及电力成本/万元(.6元/k 4kW)液环泵冷冻水成本 3/h)56(5.m3/h)维修成本/万元186 此表可以得出结论:每工作4h,每套塔的技术方案可节约11.855万元;两套罗茨液环机组可以节约23.71万元。

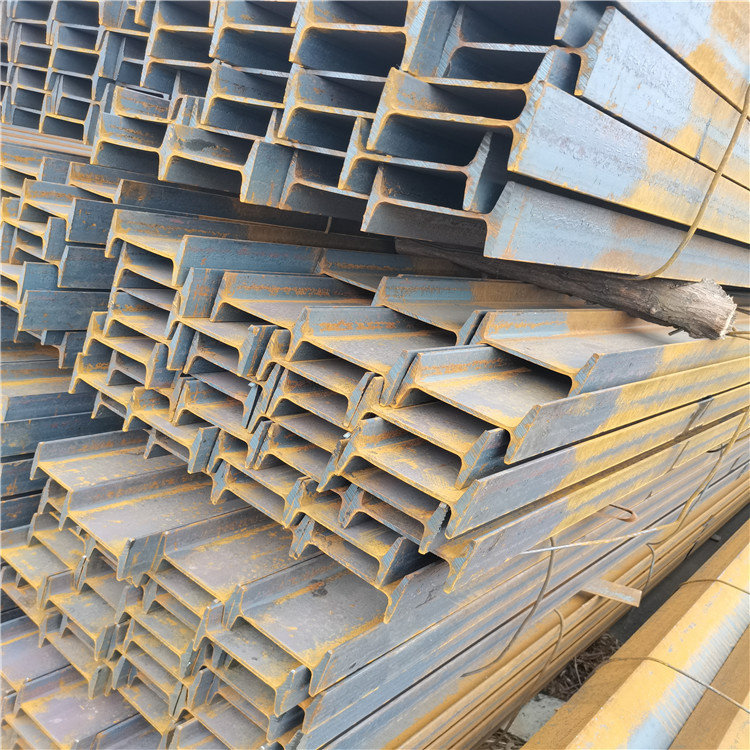
今天,让我们来认识一下型钢大家族中一个非常大的部落-钢。前面的讲的H型钢其实也是钢的一种,这次让我们来认识一下市场中应用非常广泛的钢。


江门切割Q345C镀锌钢 36C钢 支持冷却。工件保温后以2~4℃/h的速度冷却至5℃以下出炉空冷。冷却速度影响着退火组织中碳化物颗粒的大小和分布的均匀性。在同一退火温度下,增大冷却速度,因碳化物来不及聚集和长大,而得到细小而弥散度较大的组织,使硬度偏高,不利于切削。冷却速度过小,碳化物容易聚集成较大的颗粒。通常,球化退火保温后,直接缓慢冷却的冷却速度应比普通退火慢些。这种退火方法球化较充分,但生产周期长。适用于截面大的工件及装炉量大的情况。等温球化退火其加热温度为Ac1+2~3℃,保温后冷却到Ar1-2~3℃,等温一段时间(等温时间取决于等温转变曲线及工件截面尺寸大小),然后随炉冷却至5℃以下出炉空冷。这种方法退火后的组织比较均匀,且易于控制,生产周期较短。周期球化退火它是将钢在Ac1+1~2℃加热,保温后在Ar1-2~3℃等温一段时间,如此反复进行多次等温球化退火,然后随炉冷至5℃以下出炉空冷。这种方法得到的球状碳化物不够均匀,且操作较麻烦,生产中应用较少,主要用于原始组织为粗片状珠光体的情况。正火定义:正火是把钢加热到Ac3(亚共析钢)或Acm(过共析钢)以上适当温度,保温后在空气中冷却的热方法。范围:作为低碳钢和某些低合金结构铸钢及锻件消除应力、细化组织、改善切削性能和淬火前的预备热。消除网状碳化物,为球化退火作准备。用于某些碳素钢、低合金钢工件在淬火返修时,消除内应力和细化组织,以防重新淬火时产生裂和变形。作为普通结构件的 终热。一些受力不大,只需一定的综合力学性能的的结构件,采用正火就能满足其使用性能要求。
轧三特钢钢又称钢梁,是截面形似汉字“工”,腹板和翼板的连接处有弧度,(H型钢是平的)其规格以腰高(h)*腿宽(b)*腰厚 腰高为160毫米,腿宽为88毫米,腰厚为6毫米的钢。钢的规格也可以用型号表示,型号表示腰高的厘米数,如16#;腰高相同的钢有几种不同的腿宽和腰厚,需在型号右边加A、B、C予以区分,如25#A 、25#B 、25#C;市场常见的为A型和B型。钢广泛用于各种建筑结构、桥梁、车辆、支架、机械等。
轧三特钢市场上的钢产地日照、莱钢、宝得,公差在6%以内,材质Q235B;产地河北的公差为8%--12%,材质为Q235。钢从20#始分A、B型,B型比A型的无论在腿高、腰厚,都要多2mm。
市场主要用的钢,主要为国标(日钢/宝得)以及10点负差左右的河北产地,非标产品主要用于承重要求不高的小工程以及家用等。
江门切割Q345C镀锌钢 36C钢 支持弯月面传感器的发展似乎已到了极限,近一段时间几乎看不到技术进步。努力集中在了提高浇注设备度、工艺自适应控制和工艺扰动的H控制与人工控制等领域。自从主驱动系统从电机类型转换到液压类型,机械系统的度得到了极大的提高。为应对工艺的波动和扰动,当有可能要出现严重扰动时,将正常生产条件下的自适应控制切换到基于现代控制理论的控制模式是非常重要的,如H控制。 近有报道称发成功了一种新控制系统,它结合了混合致动器与塞棒控制,获得了高拉速下良好的弯月面稳定效果。
从压盖来说,可分整体式和组合式。压紧螺母式这种形式,外形尺寸小,但压紧力受限制,只使用于小阀门。填料填料函内,以填料与阀杆直接接触并充满填料函,阻止介质外漏。对填料有以下要求:密封性好;耐腐蚀;磨擦系数小;适应介质温度和压力。常用填料有:石棉盘根:石棉盘根,耐温和耐腐蚀性能都很好,但单独使用时,密封效果不佳,所以总是浸渍或附加其他材料。油浸石棉盘根:它的基本结构形式有两种,一种是扭制,另一种是编结。